Chemický priemysel s vývojom nových technológií nám ponúka materiály, ktoré prevyšujú známe náprotivky spoľahlivosti, trvanlivosti a jednoduchosti inštalácie, pričom ich cena je nižšia. Jedným z týchto materiálov je polyetylén.
Rúry z tohto materiálu sú spoľahlivé, ľahké a trvanlivé a ich inštalácia je zjednodušená polyetylénovými elektrofúznymi armatúrami.

Elektrofúzne armatúry sa používajú na pripojenie PVC potrubí pre kanalizačné, vodovodné a plynové rozvody.
Charakteristiky a účel
Definícia

Proces zvárania je automatizovaný a pohodlný.
Elektricky zvárané HDPE kovania sú spojky na montáž potrubí z polyetylénu, vybavené špeciálnym elektrickým vykurovacím telesom. Ako taký prvok pôsobí ako vodič s vysokým odporom. Samotná spojka je vyrobená z nízkotlakového polyetylénu.
Keď sa odhadovaný elektrický prúd vedie cez vodič, elektrická energia sa premieňa na tepelnú energiu, ktorá následne ohrieva plast.
Vyhrievané plastické hmoty sa tavia, pozoruje sa zmiešavanie materiálov spojených častí a v dôsledku toho sa pri ochladzovaní zvárajú.
Z vonkajšej strany má elektrofúzna armatúra dve svorky, ku ktorým sú pripojené elektródy zváracieho stroja, ktorým je transformátorový usmerňovač. Transformátor je naladený na menovitý prúd a napätie potrebné na úspešné zváranie komponentov potrubia.
Vlastnosti

Elektrolyticky tvarované armatúry sú spojené so špeciálnym zváracím strojom, ktorý možno nastaviť na určité parametre.
Elektrické inštalácie sa používajú na montáž potrubí na rôzne účely:
- vodovodné a úžitkové vody;
- plynovody;
- diaľnice na prepravu chemikálií, voči ktorým je PE odolná.
Majú tieto fyzikálne vlastnosti a vlastnosti:
- Vzhľadom sú čierne odliatky s elektrickými vykurovacími telesami . Na vonkajšej strane sú dve svorky na pripojenie elektród zváracieho transformátora.
- Nechajte pracovať s rúrkami s priemerom od 20 do 400 mm. Tlak potrubného média sa môže pohybovať od 6,3 do 16 atm. Vhodné na pripojenie zodpovedajúcich oblastí.
- Používa sa na tlakové potrubia určené na zásobovanie pitnou vodou. Teplotný rozsah od 0 do 40̊ С, podľa GOST 18599-2001.
- Používa sa na potrubia SDR 11 a SDR 17.
- Používa sa aj na pokladanie vonkajších tlakových splaškov, najmä na miestach otočenia, zmien v priemere rúrok, odbočiek a spojov armatúr a armatúr.
- Charakteristiky zváraného spoja sa časom nemenia, zostávajú tak vysoké. Spojenie je monolitické a odolné, odolné voči hydraulickým otrasom a rozšíreniam.
Dôležité! Existujú údaježe PND-rúrky s takýmito zlúčeninami odolávajú zmrazeniu a rozmrazeniu vody. Koeficient expanzie ľadu je asi 11%, čo nám hovorí o značnej miere bezpečnosti a pružnosti polyetylénu, ako aj o spoľahlivosti spojenia, ktoré poskytuje elektrické zvárané armatúry.
Stojí za zmienku, že ide o pomerne rýchly a pohodlný spôsob inštalácie rúrok, ktorý je v porovnaní s elektrickým oblúkovým zváraním kovov priaznivý. Spotreba energie týchto dvoch spôsobov pripojenia nemá zmysel porovnávať. Okrem toho nie je potrebný skúsený zvárač, pretože proces je plne automatizovaný.
Príprava materiálov na zváranie

Pred zváraním sa musia pripraviť povrchy, ktoré sa majú spojiť.
Pred zváraním by sa mali pripraviť materiály. Cieľom je odstrániť prebytočné látky a zvyšky z povrchu zváraných častí, odmasťovať ich a dávať konce správnu geometriu.
Tu je stručný návod na prípravu dielov na zváranie:
- Zmerajte priemer potrubia - spojka by mala zodpovedať tomuto priemeru.
- Zmeriame dĺžku spojky, rozdelíme ju na polovicu, zmeráme výslednú hodnotu od konca každej rúry a označíme ju markerom.
- V úseku medzi koncom každej rúry a značkou je potrebné odstrániť vrchnú vrstvu z polyetylénu. To sa robí špeciálnym nástrojom alebo vlastnými rukami.
- Vyčistený povrch by sa mal z vnútornej strany odmasťovať rozpúšťadlom (acetónom) alebo izopropylalkoholom.
- Konce rúr musia byťpresne rezané v pravých uhloch, prierez potrubia by mal byť čo najkratší, ovalita a elipsoidita by mali byť minimálne.
- Diely potrubia a spojky by mali byť zarovnané pozdĺž jednej osi.

Na fotografii je znázornená škrabka na odstránenie vrchnej vrstvy polyetylénu a oxidového filmu z rúr HDPE.
Celý proces prípravy je pomerne jednoduchý a vykonáva sa automaticky v priebehu času, pričom je potrebný minimálny čas.
Poradenstvo! Nezanedbávajte body tohto návodu, prítomnosť mastných a oxidových filmov môže viesť k neistému pripojeniu a zlyhaniu potrubia.
Proces zvárania

Rúry sú upevnené v regulátore polohy na reguláciu vôle a vyrovnania častí.
Technológia zvárania Rúrky PND sú pomerne jednoduché a vyžadujú tieto sledy činností:
- Pripravené rúrky sa kontrolujú z hľadiska zakrivenia a oválnosti, ak sú malé, dutina potrubia je zbavená pôdy, snehu a iných cudzích látok;
- Tiež by ste mali dodatočne skontrolovať konce rúrok: mali by byť narezané v pravom uhle, bez odštiepenia a prasknutia;
- Zvárané diely sú upevnené v špeciálnom zariadení - polohovači (viď foto) tak, že sú na rovnakej osi a medzera medzi ich koncami neprekračuje hrúbku steny potrubia. Mnohé spojky majú špeciálne technologické ráfiky v strede vnútra, proti ktorým konce rúrok spočívajú a medzera sa nastavuje automaticky;
- Na svorky umiestnené na vonkajšom povrchu skrine spojky sú pripojenéelektródy na zváranie. Kontaktná plocha musí byť čistá, bez oxidov a stôp korózie, mastnoty a iných látok;
- Pomocou snímača, ktorý je vybavený zváracím strojom, sa načíta informácia, ktorá obsahuje čiarový kód vytlačený na povrchu telesa spojky;
- Potom sa zvárací stroj uvedie do prevádzky, čím sa automaticky dodá požadovaný prúd s menovitým napätím. Prístroj udržuje parametre prúdu a napätia počas procesu zvárania nezávisle a kontroluje čas potrebný na kvalitné spojenie;
- Po fáze aktívneho tepelného spracovania by sa mali časti chladiť približne 20 minút. Tento čas spravidla tiež ukazuje zvárača;
- Skúšanie netesnosti sa môže vykonať premytím spoja a tlakovým vzduchom do potrubia;
- Potom môže byť potrubie naplnené zeminou.

Zostavené potrubie vyzerá elegantne a dokonca aj esteticky.
Poradenstvo! Pre lepšiu prehľadnosť si pozrite video v tomto článku, v ktorom je uvedený postup zvárania polyetylénových rúr pomocou elektroinštalácie.
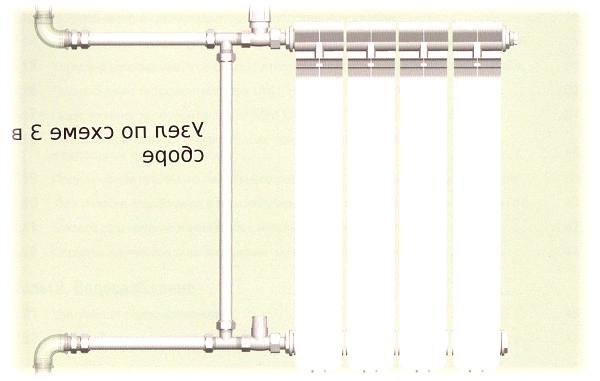
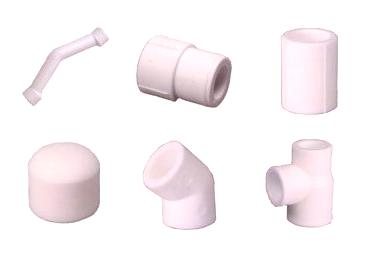
Musím povedať, že rozsah spojok a armatúr s elektrickými prvkami je pomerne široký. Nájdete tu odbočky, prechody, kolená, spoje, zástrčky a iné armatúry potrebné na montáž najkomplexnejších potrubných systémov.
Záver
Elektrolyticky tvarované kovania - spoľahlivé a modernéspojovacieho materiálu. Takéto upevnenie môže nahradiť mosadznú armatúru pre potrubia PND, ktorá je medzi inštalatérmi považovaná za meradlo životnosti a spoľahlivosti. Zároveň je proces zvárania zjednodušený a automatizovaný, čo umožňuje eliminovať ľudský faktor a považovať takéto spojenie za jedno z najlepších a najodolnejších.