Tam, kde sa používajú profilové rúrky a aké sú užitočné - zdanlivo zrozumiteľné.
A ako a na akom vybavení sa vyrábajú?

Ide o relatívne malú čiaru, ktorá vyrába rúrky s malými rozmermi
.Ako je známe, tvarované rúry už dávno zaujali svoje správne miesto v niekoľkých oblastiach:
- stavba kovových konštrukcií a budov na nich založených;
- Výroba skleníkov, prístreškov a prístreškov;
- výroba komerčných zariadení;
- vytváranie rôznych dekoratívnych (a len funkčných) plotov, zábradlí a plotov;
- Nakoniec tvarované rúry sa široko a dlho používajú v nábytkárskom priemysle.

Presne povedané, tvarované rúrky môžu byť vyrobené nielen z kovu. Ale v prípade plastov je technológia úplne iná
.Technológia
Výroba tvarovanej rúrky z hotovej kruhovej rúry vyžaduje minimálne len prítomnosť špeciálnych valcov, ktoré vytvárajú veľkú silu .
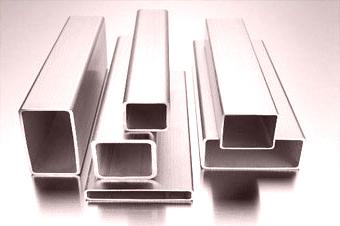
Výsledný produkt bude navonok úplne zodpovedať obvyklým predstavám o štvorcovej a obdĺžnikovej trubici .
Z hľadiska pevnosti a trvanlivosti konštrukcie vyrobenej z takéhoto improvizovaného materiálu však nedrží vodu. Výroba tvarovaných rúr pre celý cyklus zahŕňa presne definovaný sled operácií.
Tip: ak nechcete vytvoriť profilovú rúru pre nosné konštrukcie veľkých budov, je pomerne jednoducháa lacný stroj na výrobu tvarovaného potrubia z hotového kola má právo na život.
Sila výsledného výrobku bude stačiť v dostatočnom množstve pre potreby súkromnej výstavby, najmä pre nábytok, prístrešky a skleníky.

Pre takéto stavby nie je potrebná väčšia sila
.Pásy na spracovanie
Na trati, ktorá vyrába profilové rúrky v celom cykle, vstupuje kov vo forme pásu - valcovaného v plechu požadovanej hrúbky. Ide o suroviny z oceliarní.

Profilové rúry. Začiatok
Keďže pásik je spravidla oveľa širší ako polotovar potrebný na výrobu rúry, musí byť narezaný na dĺžku. Zariadenie na výrobu profilového potrubia obsahuje vyhradenú deliacu jednotku, ktorej výstup je možné vidieť v pásoch šírky od 50 mm.

Tieto pásky sa navíjajú do rúrok
.Pásy sú privarené do súvislej pásky požadovanej šírky, ktorá je opäť navinutá na bubne. Je to potrebné na vytvorenie technologickej rezervy materiálu, ktorá zabezpečí kontinuitu výroby. Jednoducho povedané - tak, že keď končí pásik, valce nie sú voľnobežné.
Tvárnenie a zváranie kruhových rúrok
Potom páska vstupuje do tvarovacieho mlyna, kde sa v niekoľkých stojanoch s valcami vytvorí nekonečný blok s kruhovým prierezom. V najbežnejšom technologickom cykle sa v tomto štádiu vyrába profilová rúraprechádza bez ohrevu, so studeným pásom z ocele.
Plne vytvarované, ale s otvoreným švom, rúra prechádza zváracou jednotkou, kde sú jej hrany zvarené vysokofrekvenčnými prúdmi. Pretože valce počas tejto operácie naďalej stláčajú hrany rúrky, tavenina sa vytláča z vnútra rúrky a von, čím sa vytvára takzvaný otrysk. Okamžite odstránil rezák. Ďalšia operácia, ktorá zahŕňa výrobu jadrových rúr - chladenie.
Profilovanie
Obrobok chladený emulziou prechádza cez kalibračné valce, ktoré robia rúrku rovnomernou a majú rovnaký priemer v celom obrobku.
Ďalším krokom je ďalší valec, ktorý stláčaním okrúhleho polotovaru zo štyroch strán tvorí skutočný konečný výrobok - štvorcovú alebo obdĺžnikovú rúrku. Výroba oválnej alebo plochej oválnej trubice je technologicky odlišná len v tom, že sa dá urobiť bez jedného páru valčekov.

Formovanie veľkého profilu si vyžaduje veľké úsilie a ťažké zariadenia
Nepretržité chladenie potrubia sa nezastaví v procese vytvárania požadovaného profilu a pri rezaní kontinuálneho sochoru pílou do tvarovaných rúrok požadovanej veľkosti .
Kontrola
Paralelne sa používajú dve metódy na riadenie výstupu, predovšetkým stavu zvaru:
Detektor vírivých prúdov zaujme svojou komplexnosťou Hotové rúrky sa zahrejú, potom sa nechajú vychladnúť. Zároveň zmiznú všetky vnútorné napätia, ktoré sú nevyhnutné pri nútenej deformácii ocele. Ak je táto časť cyklu zahrnutá do výroby - profilová rúrka sa ukáže byť oveľa odolnejšia. Tip: ak na tvarovanie rúry používate jednoduché poloručné valce, nie je potrebné úplne opustiť túto časť cyklu. Tam, kde je potrebná významná pevnosť a predpokladá sa veľké bočné opotrebenie rúrky, nič nebráni ohrevu potrubného úseku jednoduchým horákom. Vo všeobecnosti sme o tom už hovorili, ale opäť ho formulujeme. Profilové rúrky možno vyrábať: V prvom prípade sa skutočne zaoberáme malou prevádzkou. Výrobné zariadeniaPlnoprofilové potrubie zahŕňa niekoľko veľmi veľkých, energeticky náročných a extrémne drahých strojov, ktoré budú vyžadovať vhodný priestor na umiestnenie. Zariadenia na výrobu celého cyklu majú desivé rozmery a náklady Na druhej strane, zariadenie na výrobu tvarovanej rúrky z kruhového potrubia je stroj v hodnote len niekoľko desiatok tisíc rubľov, ktoré možno umiestniť do akéhokoľvek skladu. Samozrejme, je potrebné zohľadniť pomerne vysokú úroveň hluku, ktorá je nevyhnutná počas výroby. Takýto stroj obsahuje iba ťažný mechanizmus a štyri valce na skutočné vytvorenie profilu. Tento mechanizmus je oveľa jednoduchší. Ani nepotrebuje montáž na pripravený rám Dúfajme, že ste z článku získali užitočné informácie, ktoré ste hľadali. Viac informácií o typoch a nákladoch súprav nájdete v katalógoch svojich výrobcov. Veľa šťastia pri hľadaní!

Tepelné spracovanie
Vybavenie


Záver